

Die Laserlötnaht-Kontrolle ist ein wichtiger Prozess in der Fertigungsindustrie, um die Qualität von Lötverbindungen sicherzustellen. Durch den Einsatz von unseren Bildverarbeitungssystemen können Automobilhersteller präzise Messungen durchführen und Defekte in Echtzeit erkennen. Mit einer Kombination aus 2D-Farbauswertung und 3D-Höhenprofilmessung (Triangulationsverfahren) in unseren Bildverarbeitungssystemen können Automobilhersteller effizienter produzieren und die Produktionskosten senken. Diese fortschrittliche Technologie ermöglicht es, die Lötqualität zu verbessern und Ausschuss zu reduzieren.
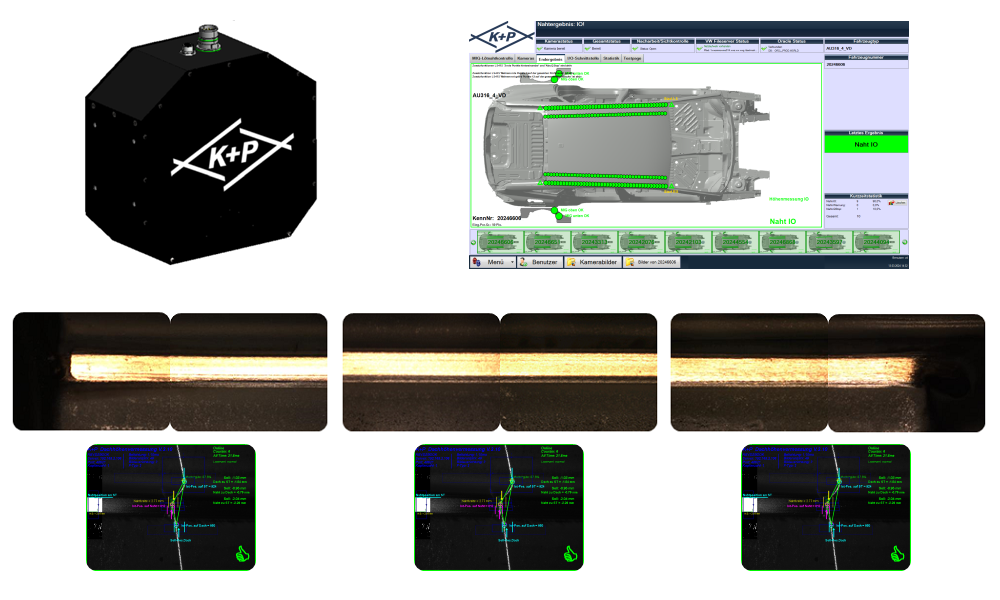
Das LaserSeamInspection-System (LSI-System) ist von uns für die Prüfung von Dachlaserlötnähten und CMT Braze+ Nähten entwickelt worden. Die Systemkomponenten umfassen einen stationären IPC, auf dem K+P eigene Standardsoftware KUPvision läuft, und einen bzw. mehrere LSI-Sensorköpfe. Die robusten Sensorköpfe sind modular aufgebaut und können mit bis zu 3 Kameras und Lasermodulen ausgestattet sein. Gesamte Kamera- und Beleuchtungstechnik ist in einem Gehäuse geschützt und platzsparend untergebracht.
Um die Dachlaserlötnaht-Inspektion zu bewerkstelligen, gibt es verschiedene Kriterien zur Bewertung der Qualität dieser Nahtverbindung. Unser LSI-System wurde mit dem Ziel entwickelt, diese Prüfung anhand verschiedener vom Anwender frei wählbarer Parameter prozesssicher, schnell und preiswert durchzuführen. Der Einsatz unserer robusten Sensorköpfe auf einem Roboter, mit oder ohne Schleifkopf, ermöglicht Prüfung von allen Nahtgeometrien (konvex/konkav) und Nahtpositionen. Die maximale Verfahrgeschwindigkeit z.B. bei der Dachnahtprüfung liegt bei 200 mm/s. Dies ermöglicht auch bei langen Dachnähten (ca. 2 m) die Prüfung innerhalb von 10 Sekunden zu absolvieren und sehr kurze Taktzeiten im Fertigungsprozess einzuhalten.
Warum LSI-System von K+P?
- Bewährte Technologie – robuste Hardware, standardisierte und sehr einfach zu bedienende Software KUPvision
- 2D/3D Technologie – verlässliche Ermittlung, Messung und Erkennung von Fehlstellen
- Fremdlicht – absolut unabhängig von Fremdlichteinflüssen
- Verfahrgeschwindigkeit – mit bis zu 200 mm/s
- Schnittstellen – ProfiNet, Interbus, Oracle, FISeQS, FuQS, XML u.w.
- Komplettlösungen – Projekte aus einer Hand vom Beginn bis zur Übergabe (TurnKey)
- Service – schnelle Reaktionszeiten mit gutem Support vor Ort
Funktionsweise
Das Prüfsystem erhält den zu prüfenden Fahrzeugtyp und die Bauteilnummer über den Prozessbus (z.B. ProfiNet- oder Interbus) und quittiert die Daten an die überoperierende Steuerung (SPS). Sind die Daten identisch und alle Systemkomponenten bereit, wird das Start Signal gegeben. Die Dachlaserlötnaht wird abgefahren und einzelne Bilder aufgenommen und ausgewertet. Am Ende, nach Roboterfertigmeldung(en), übermittelt das Prüfsystem ein der drei möglichen Endergebnisse Naht-IO, Naht-Warnung oder Naht-QStop an SPS.
Gleichzeitig wird ein Übersichtsbild mit dem Endergebnis generiert und auf dem PC-Monitor bzw. auf dem zweiten Großbildschirm in der Sichtkontrolle angezeigt. Somit werden alle Fehlstellen und die gespeicherten Bilder übersichtlich dem Werker dargestellt. Hierdurch wird eine langwierige manuelle Suche von Fehlstellen vermieden. Außerdem können alle aufgenommenen Kamerabilder fahrzeugnummernspezifisch auf einem Fileserver archiviert werden.
Das System wird bereits erfolgreich bei unterschiedlichen Automobilherstellern eingesetzt und ist ein leistungsstarkes Werkzeug zur Qualitätssicherung.
Einige Aussagen unserer Kunden:
- "Hierdurch ist ein 0 % Fehlerschlupf vor Abgabe an die Lackiererei realisierbar"
- "Hochgerechnet ergibt sich durch den Einsatz einer Laserlötnahtkontrolle mit einem wirksamen Qualitätsregelkreis eine Verringerung der Nacharbeit um 3042,62 Stunden pro Jahr."
- "... geringe Beschaffungskosten ... "
Beispiel für den Aufbau des Dachnahtsystems:
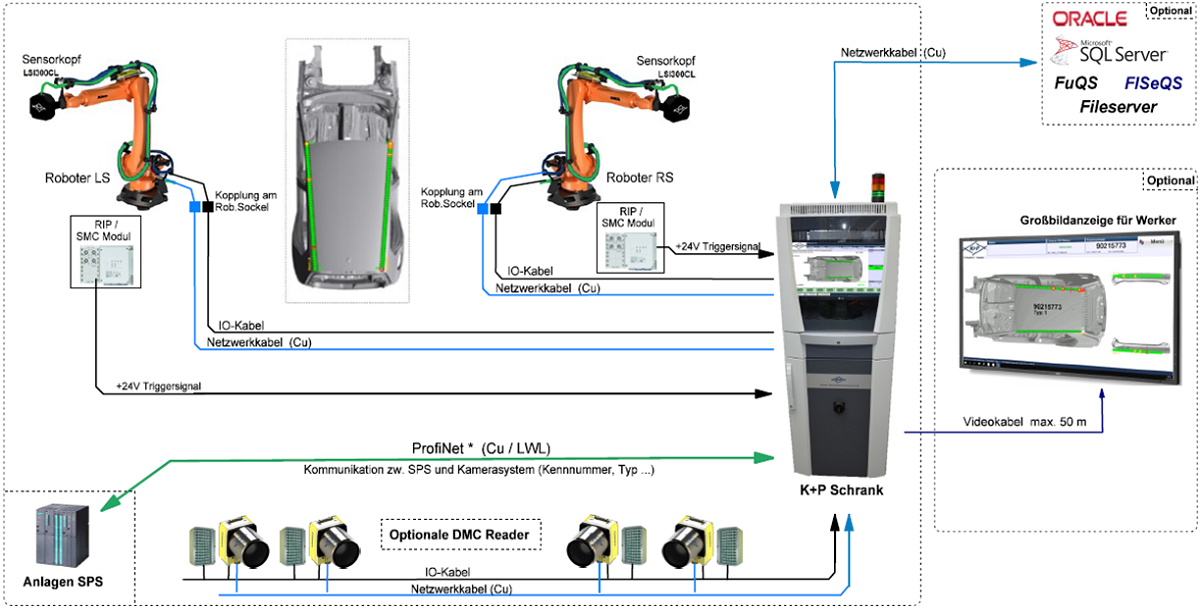
Dachnaht-Systemaufbau
Die Hauptprüfsoftware KUPvision mit Standardbedienoberfläche an allen Standorten:
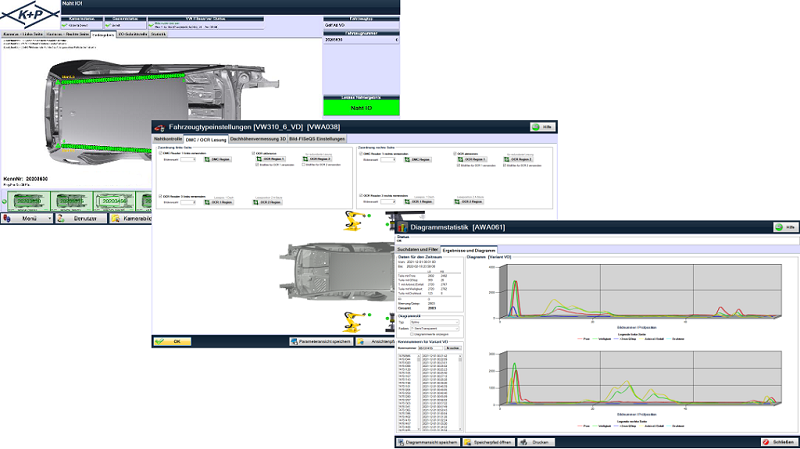
KUPvision für Nahtkontrolle
Dachnaht-Sensorköpfe und technische Daten:

Dachnaht-Systemdaten
Die nachfolgenden Bilder zeigen einige Beispiele von der Dachnaht:
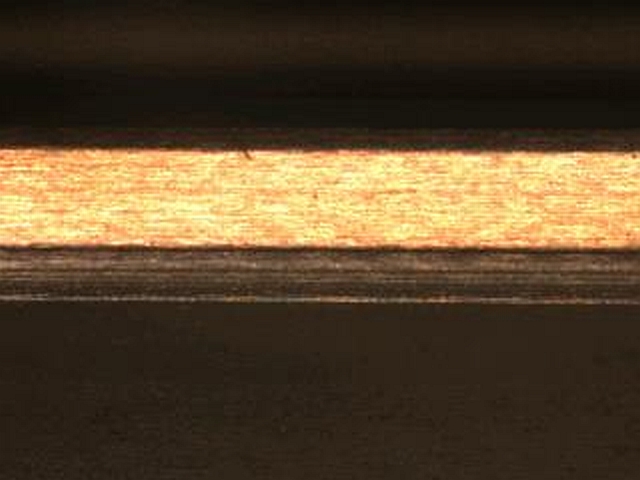
Dachnaht IO
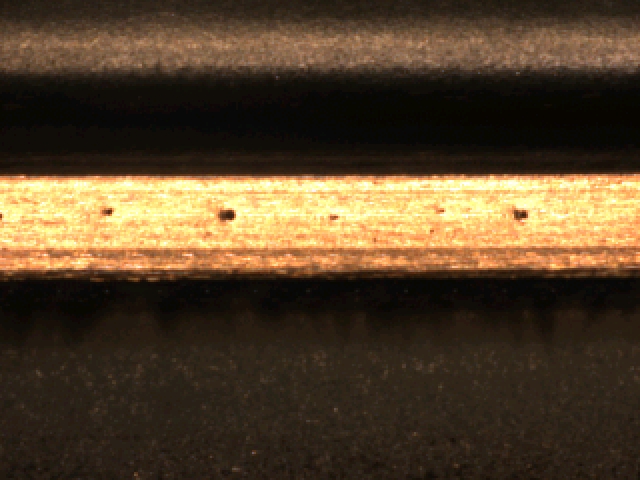
Dachnaht mit kleinen Poren [d: 0,1 bis 0,2mm]
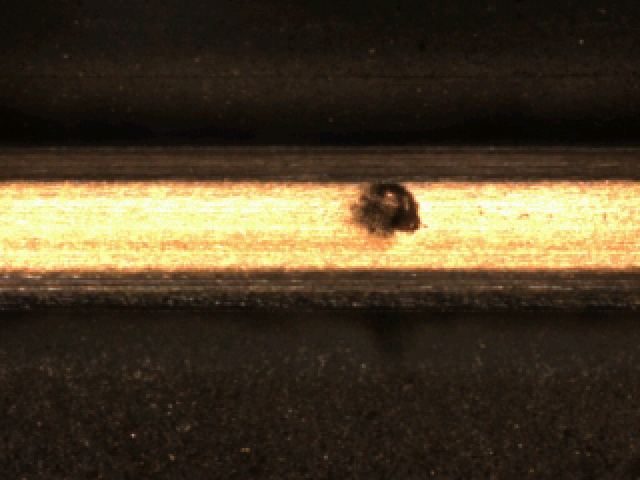
Dachnaht mit großer Pore [d: ca. 1,2mm]
mittlere/starke Welligkeit
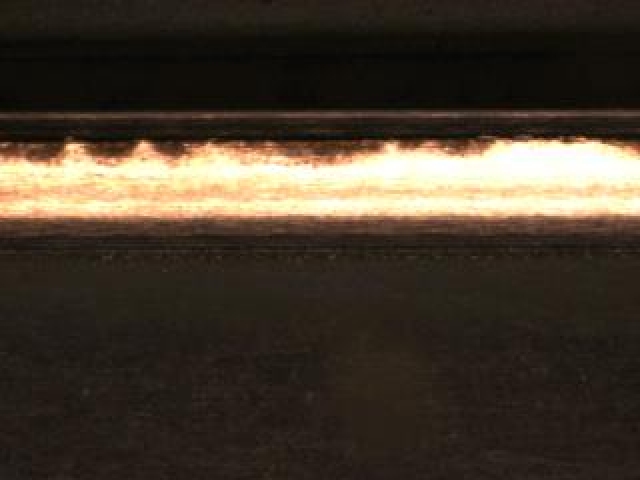
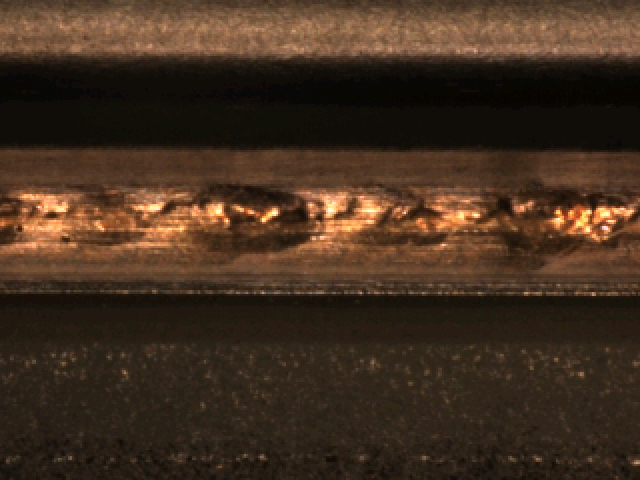
Dachnaht NIO-Beispielbilder mit Nahteinfall und Abbruch:

Dachnaht mit leichtem Einfall
Dachnaht mit starkem Einfall
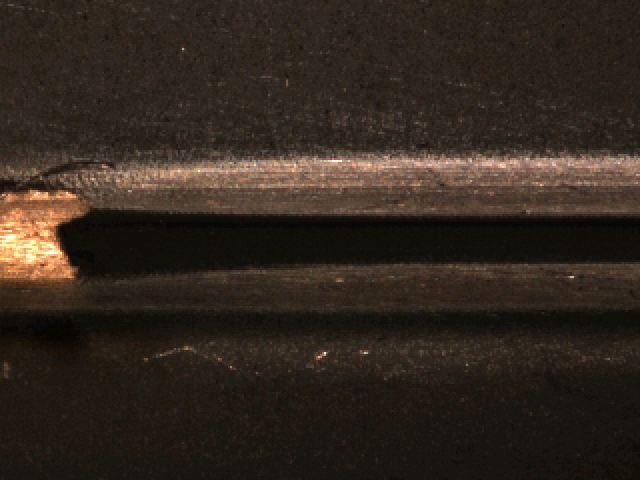
Nahtabbruch
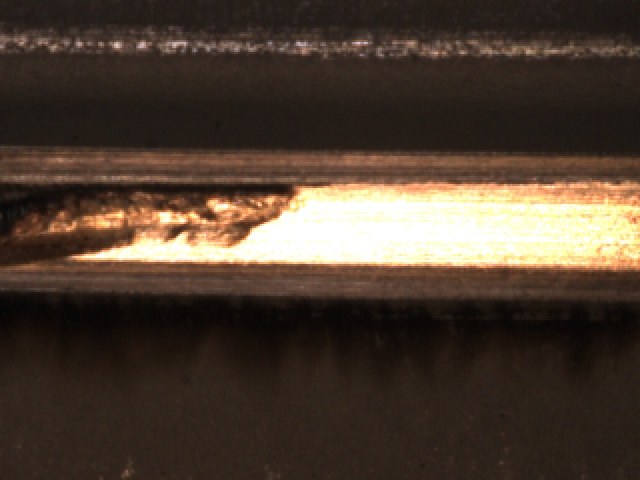
Nahtabbruch
3D-Höhenvermessung
Die optionale 3D-Höhenvermessung bei der Dachnaht ist nur bei Systemen mit LSI300CL Sensorköpfen verfügbar und ermöglicht die Messungen an jedem angefahrenen Roboterpunkt. Es werden dabei drei Objekte - das Dachblech und die Naht jeweils zum Seitenteil, sowie die Naht zum Dach - vermessen. Die Messgrenzen sind frei wählbar und können für jede Position und Seite individuell eingestellt werden.
Beispielbilder von der 3D-Höhenvermessung:
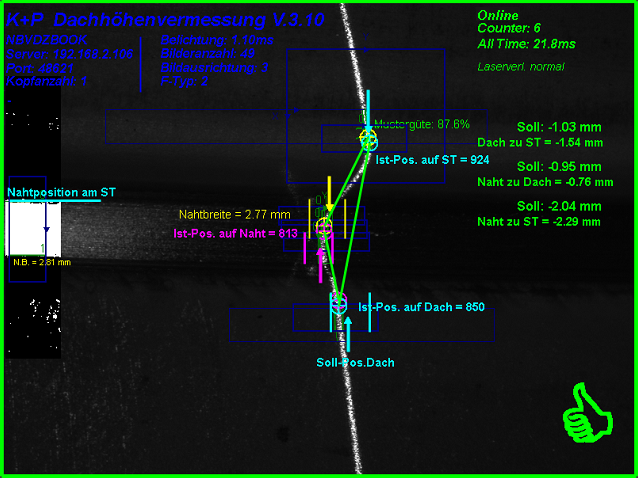
3D-Höhenvermessung mit IO-Ergebnis
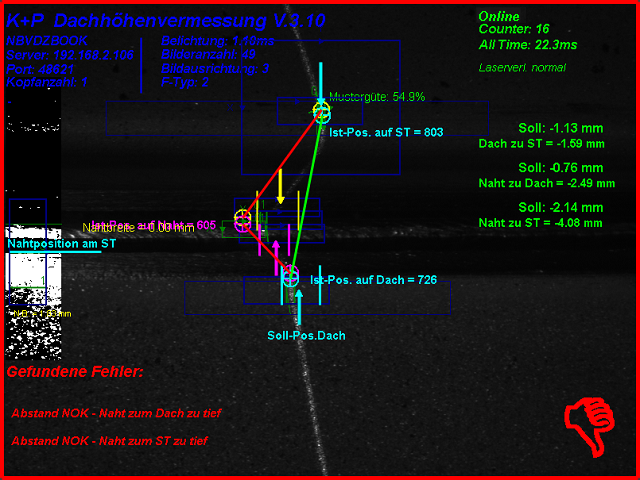
3D-Höhenvermessung mit NIO-Ergebnis
