

Die MIG-Lötnaht gehört zu den wichtigen Prozessen im Karosseriebau.
Unsere MIG-Lötnahtkontrolle ermöglicht die Qualität von Lötverbindungen sicherzustellen, wodurch Automobilhersteller präzise Messungen durchführen und Defekte in Echtzeit erkennen können. Mit einer Kombination aus 2D-Farbauswertung und 3D-Höhenprofilmessung (Triangulationsverfahren) in unseren Bildverarbeitungssystemen können Automobilhersteller effizienter produzieren und die Produktionskosten senken. Diese fortschrittliche Technologie ermöglicht es, die Lötqualität zu verbessern und Ausschuss zu reduzieren.
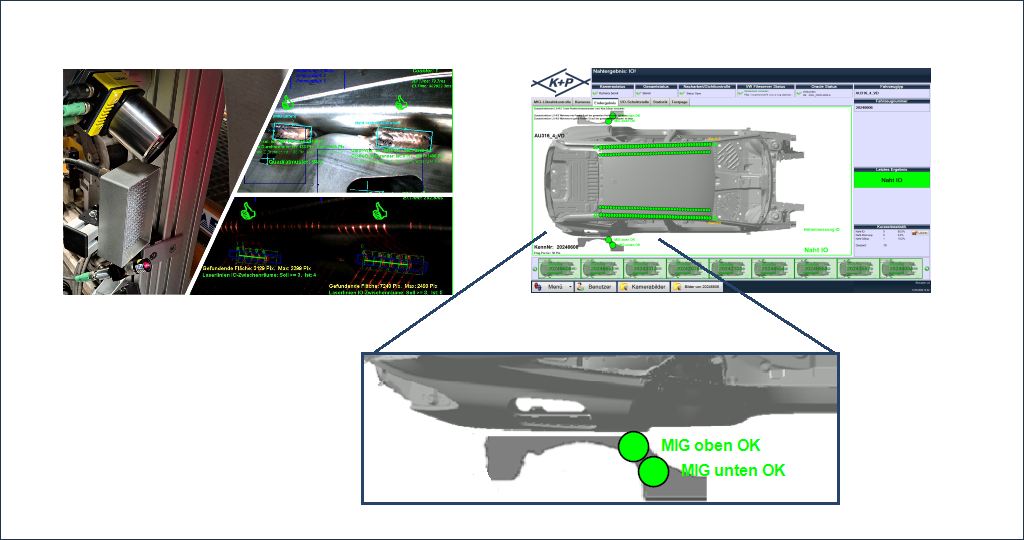
MIG-Lönaht Visualisierung
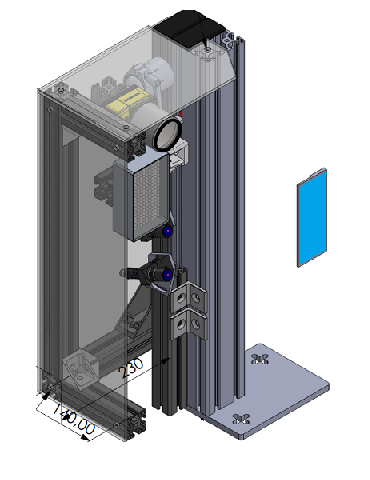
MIG100-3D Systemeinheit
Das MIG-Lötnaht-Kontrollsystem wird in der Regel als Zusatzprüfung zur Dachnaht installiert und umfasst zwei stationäre Farbkameras mit leistungstarken LED-Beleuchtungen KPL301, sowie MultiLine-Lasermodule für die 3D-Messung. Gesamte Kamera- und Beleuchtungstechnik ist in einem Gehäuse geschützt und platzsparend in der Dachnahtstation untergebracht.
Um die MIG-Lötnaht-Inspektion zu bewerkstelligen, gibt es verschiedene Kriterien zur Bewertung der Qualität dieser Nahtverbindung. Unser MIG-Prüfsystem wurde mit dem Ziel entwickelt, diese Prüfung anhand verschiedener vom Anwender frei wählbarer Parameter prozesssicher, schnell und preiswert durchzuführen.
Highlights MIG-Lötnaht
- Einsatz von Cognex In-Sight Kameras – robuste Hardware, standardisierte und sehr einfach zu bedienende Software KUPvision
- 2D/3D Technologie – verlässliche Ermittlung, Messung und Erkennung von Fehlstellen
- Fremdlicht – absolut unabhängig von Fremdlichteinflüssen
- Schnittstellen – FISeQS, ProfiNet, Interbus, Oracle, FuQS, XML u.w.
- Komplettlösungen – Projekte aus einer Hand vom Beginn bis zur Übergabe (TurnKey)
- Service – schnelle Reaktionszeiten mit gutem Support vor Ort
Funktionsweise
Das Prüfsystem erhält den zu prüfenden Fahrzeugtyp und die Bauteilnummer (PIN) über den Prozessbus (z.B. ProfiNet- oder Interbus) und quittiert die Daten an die überoperierende Steuerung (SPS). Sind die Daten identisch und alle Systemkomponenten bereit, wird das Start Signal gegeben. Die MIG-Lötnahtkameras nehmen jeweils zwei Bilder (2D und 3D) auf und auswerten diese. Gleichzeitig wird die Dachlaserlötnaht mit den Robotern und Sensorköpfen abgescannt. Am Ende, nach Roboterfertigmeldung(en), übermittelt das Prüfsystem ein der drei möglichen Naht-Endergebnisse für Dach- und MIG-Lötnähte: Naht-IO, Naht-Warnung oder Naht-QStop an SPS.
Anschließend wird ein Übersichtsbild mit dem Endergebnis generiert und auf dem PC-Monitor bzw. auf dem zweiten Großbildschirm in der Sichtkontrolle angezeigt. Somit werden alle Fehlstellen und die gespeicherten Bilder übersichtlich dem Werker dargestellt. Hierdurch wird eine langwierige manuelle Suche von Fehlstellen vermieden. Außerdem können alle aufgenommenen Kamerabilder fahrzeugnummernspezifisch auf einem Fileserver archiviert werden.
Direkt nach der Prüfung, speziell für die MIG-Lötnaht, werden die Ergebnisse an das FISeQS-System (über PMON-Telegramm) übermittelt und dem Fertigungsprozess zugeordnet.
Beispiel für den Aufbau des Dachnahtsystems mit MIG-Lötnaht:
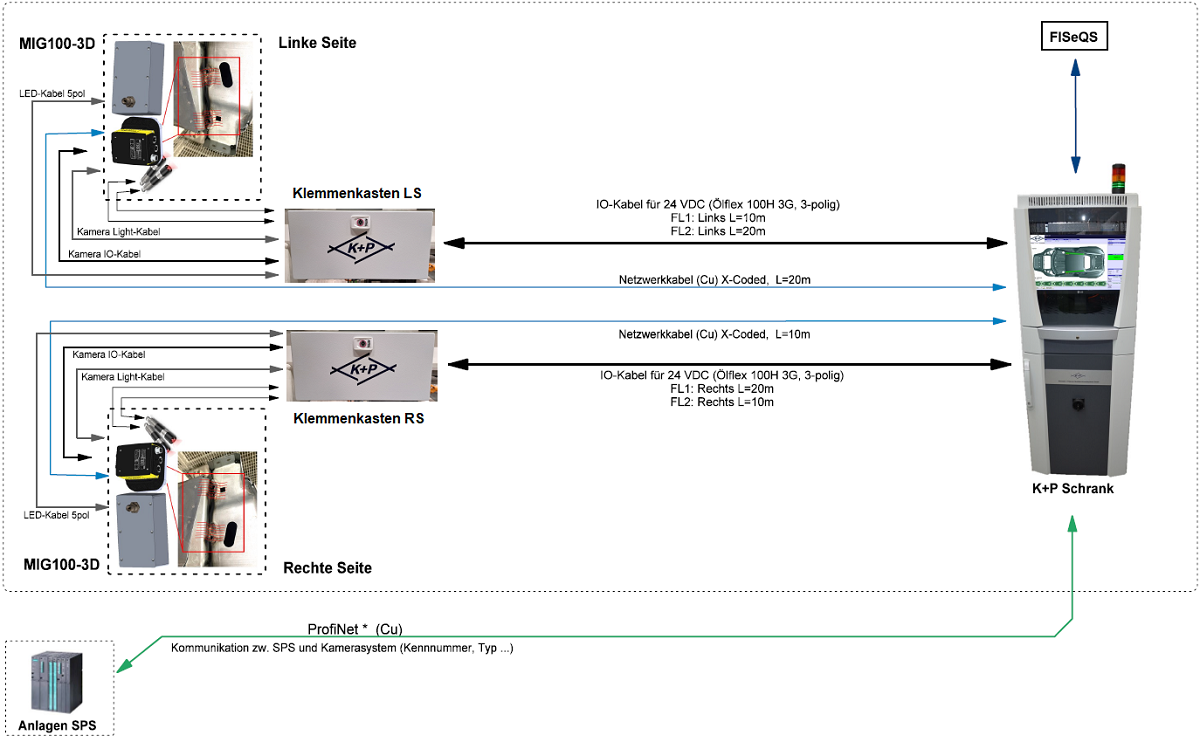
Systemaufbau für MIG-Prüfung als Erweiterung des Dachnahtsystems
Die Hauptprüfsoftware KUPvision mit Standardbedienoberfläche an allen Standorten:

KUPvision für Nahtkontrolle
Die nachfolgenden Bilder zeigen einige Beispiele von der MIG-Lötnahtkontrolle:
MIG 2D-Ergebnis IO
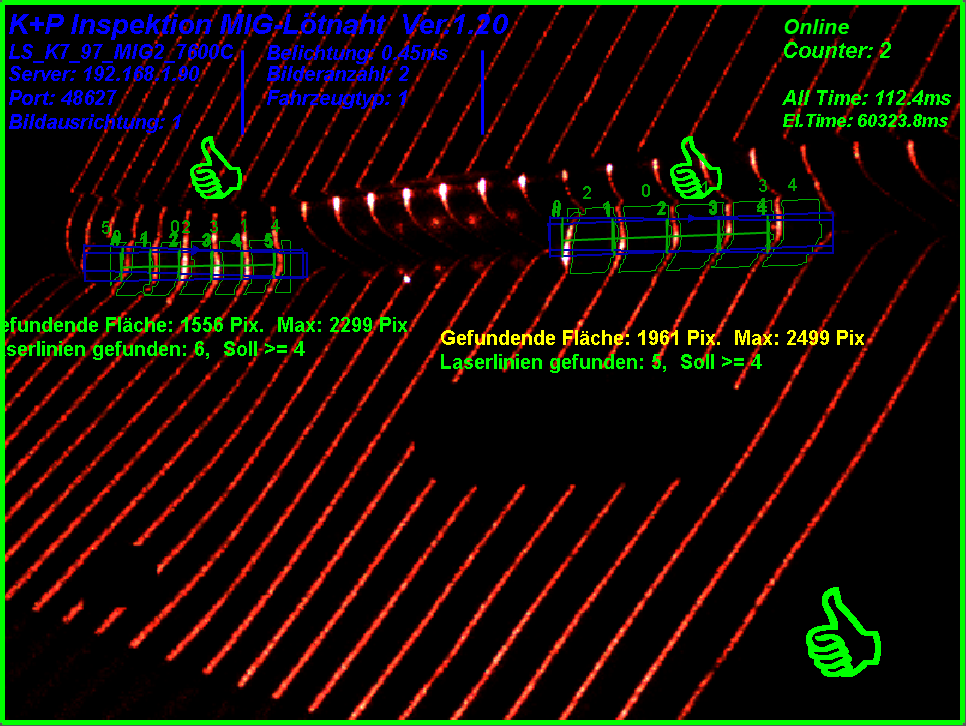
MIG 3D-Ergebnis IO
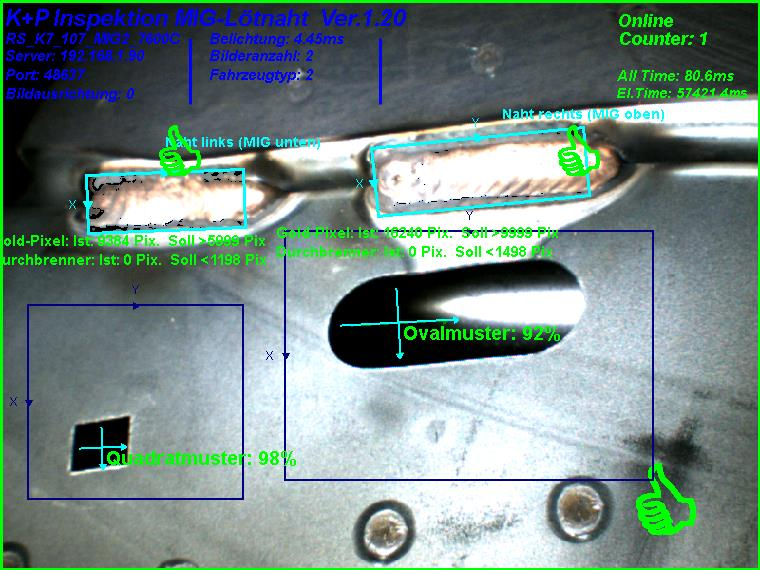
MIG-Lötnaht NIO-Beispielbilder mit Nahteinfall bzw. Durchbrenner:
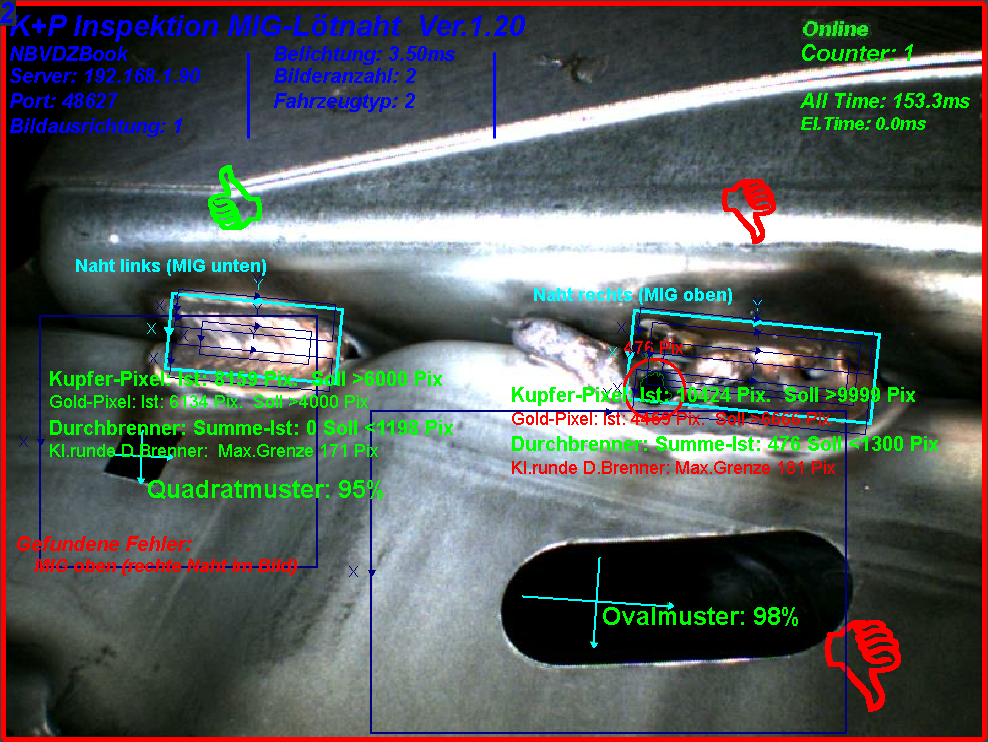
MIG 2D-Ergebnis NIO
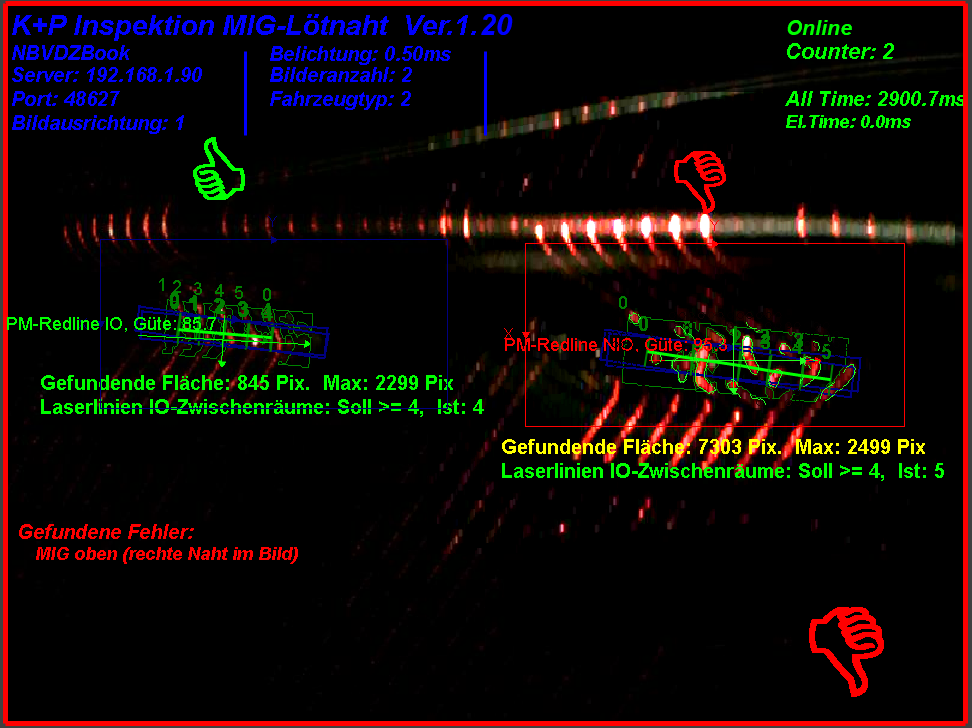
MIG 3D-Ergebnis NIO
